怎樣減少及預防鋁型材殼體產生報廢現象���?
作者: 深圳市鴻發(fā)順達殼體有限公司發(fā)表時間:2018-03-21 20:09:03瀏覽量:8310【小中大】
怎樣減少及預防鋁型材殼體產生報廢現象�����?鋁型材殼體在進行彎曲制作的過程中難免會產生報廢�����,這是非常不值得的����,那么我們應該如何避免及預防這種情況的發(fā)生呢?
文本標簽:
怎樣減少及預防鋁型材殼體產生報廢現象����?鋁型材殼體在進行彎曲制作的過程中難免會產生報廢�����,這是非常不值得的�����,那么我們應該如何避免及預防這種情況的發(fā)生呢��?
措施一:擠壓調直
調直是鋁型材殼體制作過程中非常重要的環(huán)節(jié)����,調直工一定要注意調直所用的力度���,力量過大就可能會對鋁型材造成變形����、收口���、桔皮等問題�;力量過小可能又會調不直��,造成彎曲�。所以一定要把握好力度��。
措施二:擠壓裝框
這個環(huán)節(jié)也是非常重要的,鋸完定尺長度后���,鋁型材就要進行裝框����。這時裝框工就要注意了:這料是大料還是小料����,是帶管料還是平面模拉出來的料,一般來說�,大料和帶管的料抬兩端裝框不容易造成彎曲,但小料和平面模拉出來的料����,抬兩端就很容易造成彎曲,這時就應該從兩端向中間靠攏進行抬料裝框��。但有的鋁型材即便這樣還不行���,例如:百葉��、窗片�����、壓蓋等����,就必須把這類料放在已時效的鋁型材上再抬到框里。
措施三:表面處理上架
坯料經時效�,硬度已達標,因此鋁型材就沒那么容易變彎曲�����,但上架時還是要注意��,兩端抬料時����,盡量避免上下大力波動,大力波動也會對已時效的鋁型材殼體造成一定的彎曲���。
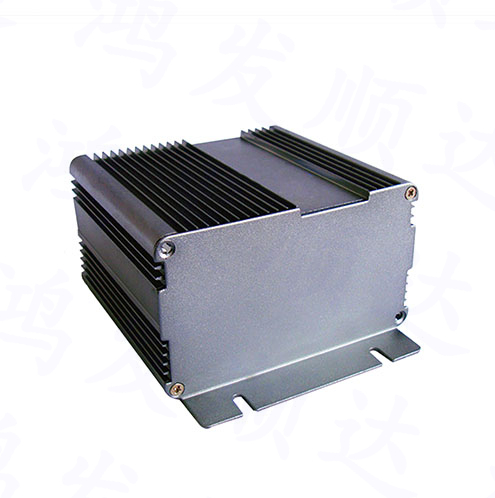
鋁型材殼體是在以鋁拉伸方式得到的鋁型材上加工出的殼體��,靈活性高���,深度可以任意切割���,一般內部都有電路板卡槽,只要把電路板直接插入即可�,無須再行固定,便捷性是其他種類的殼體無法比擬的����,此類殼體具有廣泛的應用前景���。
順達殼體有限公司")

 粵公網安備 44030902000996號
技術支持:國人在線 免責聲明 網站地圖
粵公網安備 44030902000996號
技術支持:國人在線 免責聲明 網站地圖